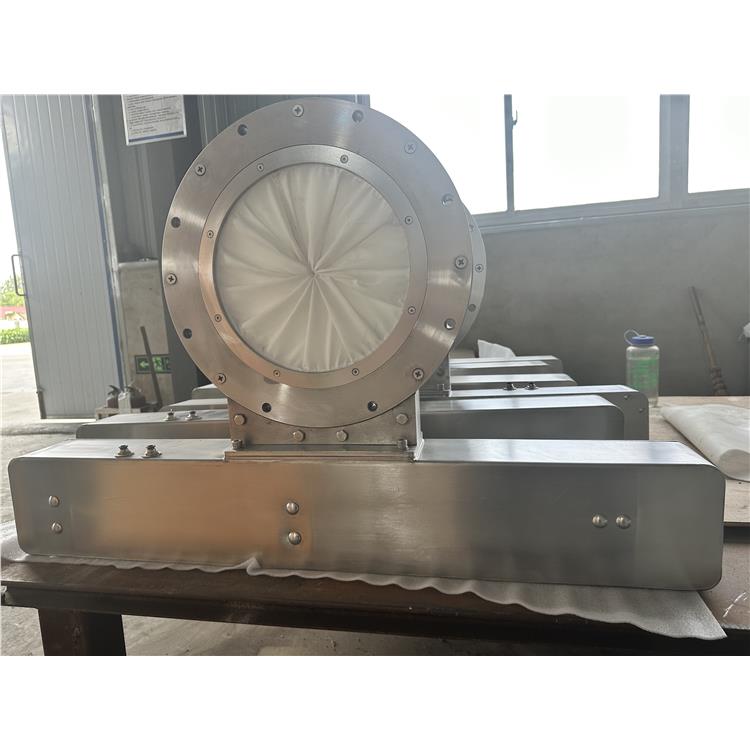
连接形式对夹
类型(通道位置)光圈阀
驱动方式电子
公称直径20cm
公称压力50bar
功能用途放料
颜色灰色
材质不锈钢
卫生级光圈阀是一种用于食品、饮料、制药等行业的阀门,主要用于控制流体的流动和调节流量。它通常由不锈钢材料制成,符合卫生标准,易于清洗和维护。卫生级光圈阀的设计旨在防止液体滞留和污染,确保应用过程中的卫生和安全。
这种阀门通常配备有光圈控制装置,可以通过电动或气动驱动,实现的开关和流量调节。它广泛应用于管道系统中,能够有效地满足生产需要。
选用卫生级光圈阀时,应考虑以下因素:
1. **材质**:应选择符合卫生标准的不锈钢材料。
2. **密封性能**:确保阀门在工作状态下良好的密封性能,以防止泄漏。
3. **清洁性**:设计应便于清洗,避免死角和液体滞留。
4. **控制方式**:根据具体应用需求选择电动、气动或手动控制方式。
这种阀门在食品和制药行业等对卫生要求高的领域中尤为关键。
双层光圈阀(或称双层阀)是一种用于控制流体流动的装置,常见于各类工业和工程系统中,特别是在化工、石油、气等领域。它的主要作用包括:
1. **流量控制**:通过调节阀门的开启程度,可以实现对流体流量的控制,确保系统的正常运行。
2. **压力调节**:在某些情况下,双层光圈阀能够帮助维持系统内的压力在设定范围内,避免压力过高或过低对设备造成损害。
3. **安全性提升**:双层设计往往增加了阀门的密闭性和安全性,可以有效防止泄漏,保护环境和人员安全。
4. **减少磨损**:由于双层阀的设计,流体在经过阀门时能够得到较好的引导,降低了对阀体和密封件的磨损,从而延长了设备的使用寿命。
5. **适应多种介质**:双层光圈阀可以用于多种类型的流体,包括气体、液体和浆料等,具有较强的适用性。
6. **便于维护**:许多双层光圈阀的设计使得维护和更换部件更加方便,有助于减少停机时间和维护成本。
总的来说,双层光圈阀在流体控制系统中发挥着重要的作用,帮助提高系统的效率和安全性。

气动光圈阀是一种通过气压驱动的阀门,主要用于调节和控制流体的流量和压力。它具有以下几个特点:
1. **响应快速**:气动光圈阀能够快速响应控制信号,适合于需要快速启闭的场合。
2. **控制**:能够实现对流体流量的控制,适合用于需要调节的工艺过程。
3. **耐高温高压**:许多气动光圈阀设计用于承受高温高压的工况,适应性强。
4. **维护简单**:相较于电动阀,气动阀的结构相对简单,维护和保养更加方便。
5. **密封性能好**:气动光圈阀一般采用的密封材料,具备良好的密封性能,能够有效防止泄漏。
6. **适用性广**:可广泛应用于化工、石油、食品、制药等行业的流体控制。
7. **抗腐蚀性**:可根据介质的性质,选用合适的材料,提升阀门的抗腐蚀性能。
8. **能耗低**:气动阀在操作过程中相对能耗低,适合长时间运转的场合。
这些特点使得气动光圈阀在工业自动化领域中得到广泛应用。

气动光圈阀是一种依靠气压作为驱动力来控制流体流动的阀门,主要用于调节流体的流量和压力。它的主要作用包括:
1. **流量控制**:气动光圈阀能够调节通过阀门的流体流量,以满足系统的需求。
2. **压力调节**:通过调节阀门的开启程度,可以有效地控制系统中的压力,确保设备的安全运行。
3. **自动化控制**:气动光圈阀可以与自动化系统相结合,实现远程控制和自动化操作,提高生产效率。
4. **快速响应**:由于气动驱动的特性,气动光圈阀能够在短时间内快速开闭,适用于需要快速调节流量或压力的场合。
5. **耐腐蚀性和耐高温**:气动光圈阀的材质可以根据具体应用要求进行选择,能够在不同的环境条件下使用。
6. **节省能源**:通过控制流量,气动光圈阀能够减少能耗,降低运行成本。
气动光圈阀广泛应用于化工、石油、气、电力、冶金等行业的流体控制系统中。

食品级304光圈阀是一种常用于食品加工和制造行业的阀门,其主要作用包括:
1. **流量控制**:光圈阀能够控制流体(如液体和气体)的流量,确保生产过程中的物料输送稳定。
2. **防止污染**:由于其采用食品级304不锈钢材料制造,光圈阀具备良好的耐腐蚀性和抗污染能力,可以有效避免食品在输送过程中的污染。
3. **清洗和维护方便**:305不锈钢对于清洗剂和高温蒸汽具有良好的耐受性,便于阀门的卫生清洗,符合食品行业严格的卫生标准。
4. **耐高温和耐高压**:食品级304光圈阀具备较好的耐高温和耐高压性能,可以在苛刻的工作环境中正常运行。
5. **自动化控制**:光圈阀可以与自动控制系统结合,实现流程的自动化管理,提高生产效率。
通过这些功能,食品级304光圈阀在食品加工、饮料生产以及其他需要严格控制卫生和流量的领域中发挥着重要作用。
卫生级光圈阀广泛应用于多个行业,主要包括:
1. **食品行业**:在食品加工、储存和运输过程中,确保产品的卫生和安全。
2. **制药行业**:用于药品的生产和分配,以防止污染,确保药品的质量。
3. **生物技术**:在生物制剂和疫苗的生产中,保证无菌和卫生环境。
4. **饮料行业**:在软饮、啤酒、葡萄酒等生产过程中,确保产品的纯净和口感。
5. **化妆品行业**:在化妆品的制造和包装中,保持产品的卫生性。
6. **化工行业**:特别是在需要高卫生标准的特殊化学品的生产中。
这些行业选择卫生级光圈阀主要是因为其设计符合卫生标准,易于清洗,能够有效防止流体污染。
http://www.shbpe.cn